

公司热线: 13651410871
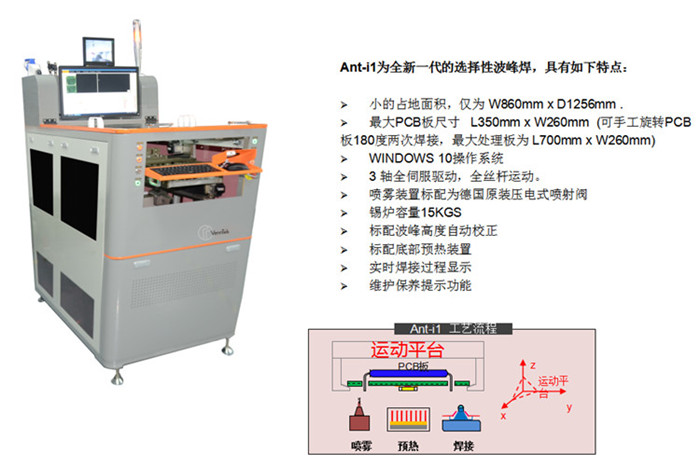
t型焊-亿昇精密选择性波峰焊
深圳市亿昇精密光电科技有限公司
- 经营模式:生产加工
- 地址:深圳市宝安区西乡街道南昌社区新零售数字化产业园C栋210
- 主营:光学检测设备,焊接机,焊接机器人,回流焊设备,工装,治具等
- 产品详情
- 联系方式
t型焊-亿昇精密选择性波峰焊 :
智能插件工作台,目检指引机,复检机厂家




整体无铅波峰焊机无铅波峰焊机也发生着巨大的变化,对原有无铅波峰焊机行业的厂家提出了更高的要求,新的厂家尤其是在IT技术诸如网络、云计算等方面有着天然优势的厂家的进入,在这样的新技术发展趋势和应用需求下,将一方面推动无铅波峰焊机在应用、技术、产品和解决方案的更新换代,另外一方面在无铅波峰焊机新发展的浪潮中觅得新的发展良机。
回流焊设备功用是通过供给种加热环境,使焊锡膏受热消融然后让外表贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在起的设备。根据技能的展开分为:气相回流焊、红外回流焊、远红外回流焊、红外加热风回流焊和全热风回流焊、水冷式回流焊。

选择性波峰焊分为离线式选择性波峰焊和在线式选择性波峰焊两种离线式选择性波峰焊:离线式即指与生产线脱机的方式,组焊剂喷涂机和选择性焊接机为分体式1+1,其中预热模组跟随焊接部,人工传输,人机结合,设备占用空间较小。
选择性波峰焊的焊接效率的确没有普通波峰焊高,因为选择焊主要针对高精密PCB板,普通波峰焊焊接不了的。是传统波峰焊在无法完成通孔群焊时,此时借助能编程对各个焊点控制的选择焊了,比手工焊、焊锡机器人稳定,t型焊,温度、工艺、焊接参数等可控,可重复性的操控;适用于现在的通孔焊接越来越缩微化、焊件密集的产品。选择性波峰焊比普通波峰焊生产效率低(即使是24小时),生产维护保养成本高,焊点良率关键是看NOZZLE状态。

波峰焊预热的作用,预热温度在90-130℃(PCB表面温度),多层板以及有较多贴装元器件时预热温度取上限,不同PCB类型和组装形式的预热温度参考下表。参考时一定要结合组装板的具体情况,做工艺试验或试焊后进行设置。预热时间由传送带速度来控制。
选择性波峰焊接工艺其焊接原理与锡焊相同,现把工艺参数选择简介如下:
(1)焊接温度,一般为240℃-250℃,温度太低则焊点发暗,拉尖严重。温度太高会严重影响元件质量及印制导线的附着强度。
(2)焊接速度或时间一般为0.6-1米/分,根据材料和焊接温度适当调节,它与印制面积大小、放置倾斜角度有关。速度太慢,元件易过热,印制板变形;速度太快,易虚焊、拉尖,桥接等。
(3)“吃锡”深度一般为印制板厚度的2/3为宜.选择不当焊点易成锡瘤、拉尖或焊料溢出烫坏元件。
(4)倾斜角度,以5°-8°为好,选择适当可减小焊料对焊接面的压应力,减少或避免产生拉尖和锡瘤。

t型焊-亿昇精工(推荐商家)由深圳市亿昇精密工业有限公司提供。深圳市亿昇精密工业有限公司(yishengjm.tz1288.com)在电子、电工产品制造设备这一领域倾注了诸多的热忱和热情,亿昇精工一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:王先生。
